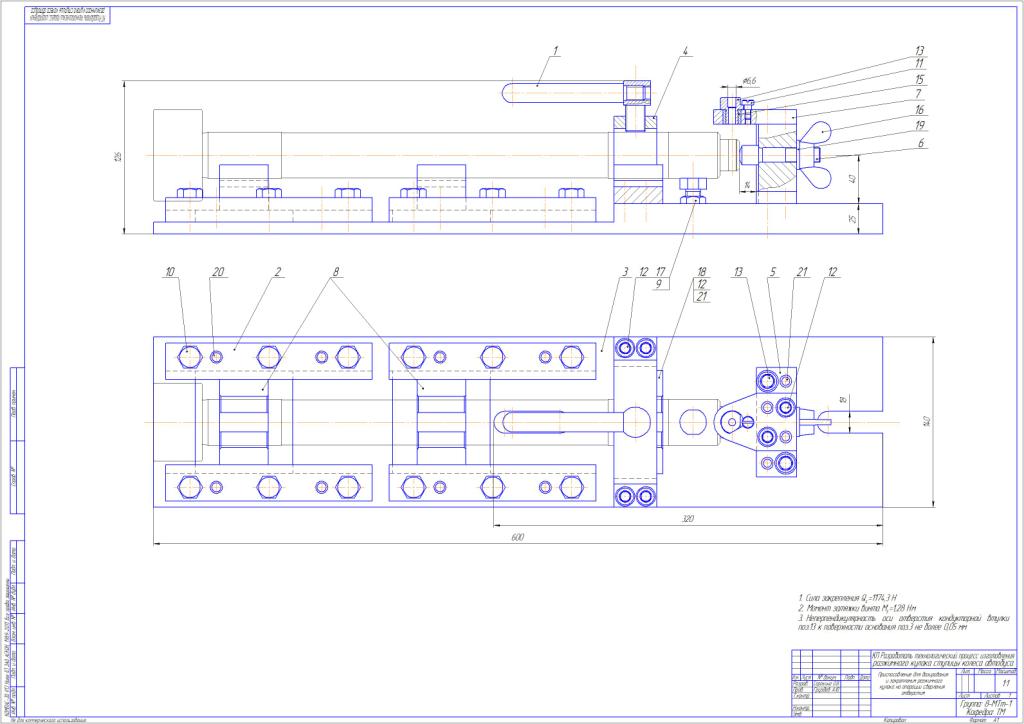
Приспособление состоит из: подвижных призм 8, опорной призмы 18, рукоятки 1, упора 6, опоры 9, стоек 4 и 5, плиты кондукторной 7 с быстросменной кондукторной втулкой 14 и втулкой 15, направляющих 2 и основания 3. Установочными элементами приспособления являются призмы. Призмы имеют две рабочие поверхности, расположенные под углом. Стандартный угол призмы – угол α=90°. При установке в призмах точность выполняемого размера зависит от допуска на цилиндрическую поверхность, расположения обрабатываемой поверхности на детали относительно рабочих поверхностей призмы и угла призмы. Призмы изготовляют из стали 20Х и других легированных сталей с последующей цементацией на глубину 0,8-1,2 мм и закалкой до твердости 56…61 HRC. Для зажима заготовки применяется резьбовой механизм. В резьбовых механизмах используется резьбовая пара (винт-гайка), в которой внешний момент прикладывается к винту или гайки. В данном приспособлении внешний момент прикладывается к винту с помощью рукоятки 1 длиною l= 100 мм. При вращении рукоятки винт получает осевое перемещение за счёт угла наклона резьбы, который используется для закрепления детали. При расчете резьбового механизма получаем, что возникающий внешний момент, прикладываемый к винту, расходуется на преодоление моментов трения в резьбе и на пятке: М=Мр+Мп. Принцип работы приспособления: Обрабатываемую деталь устанавливают на призмы 8, 18 до упора 6. Упор, регулируемый гайкой 16, расположен в стойке 5, к которой крепится кондукторная плита 7 с втулками 14, 15. Зажим заготовки осуществляется резьбовым механизмом поворотом рукоятки 1. Приспособление может переналаживаться под обработку разжимного кулака посредствам подвижных призм 8, которые перемещаются в пазах направляющих 2.