| Расчётный средний диаметр ролика: ,
где
Количество заходов на ролике
Принимаем i=14
Уточняем средний диаметр ролика
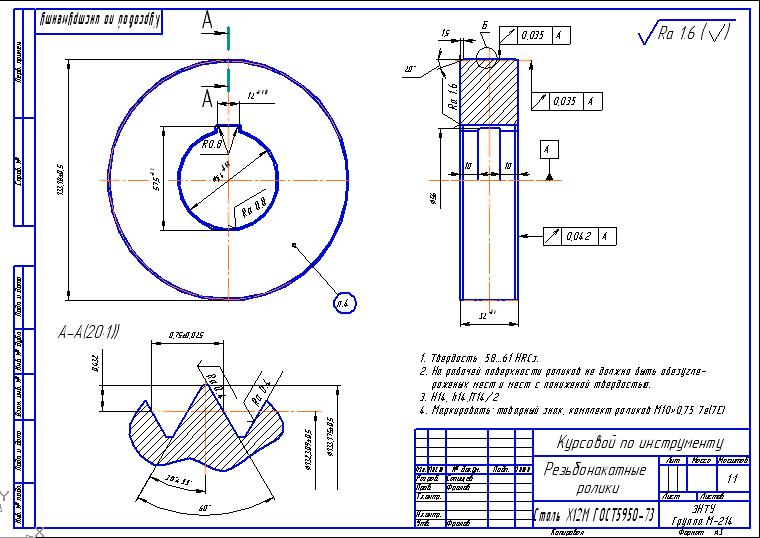
Основным условием получения правильной резьбы на заготовке является равенство углов подъема, резьбы ролика и заготовки. Для соблюдения этого необходимо изготовлять ролик с многозаходной резьбой, что вытекает из следующих зависимостей: ; ,
где - соответственно угол подъема, шаг и средний диаметр резьбы инструмента;
- угол подъема, шаг и средний диаметр резьбы заготовки.
Наружный диаметр ролика: Минимальная высота головки профиля:
,
где - высота ножки профиля детали,
- величина износа.
Максимальная высота головки профиля: ,
где N=0.040S=0.08мм – допуск на неточность изготовления высоты головки.
Длина профиля:
l=0.125S=0.25мм
Длина линии профиля:
=60 град.
Уточнение высоты головки профиля: ,
где -высота головки профиля резьбы детали;
с=0,01S=0.02мм- дополнительная величина для устранения участия основания впадины резьбы инструмента в формировании наружного диаметра резьбы заготовки.
Для предотвращения затруднений при шлифовании резьбы инструмента , величина площадки основания впадины не должна быть менее 0,05
Уточнение длины линии профиля:
. Для роликов 2-го класса точности ГОСТ 9539-60 устанавливает такие допуски:
- допуск на шаг между двумя любыми нитками на длине L=25мм;
;
допуск на наружный диаметр ;
- допуск на конусообразность по среднему диаметру 0,030мм;
- допуск на половину угла профиля резьбы ;
- допуск на внутрений диаметр ;
допуск на ширину ролика .
|