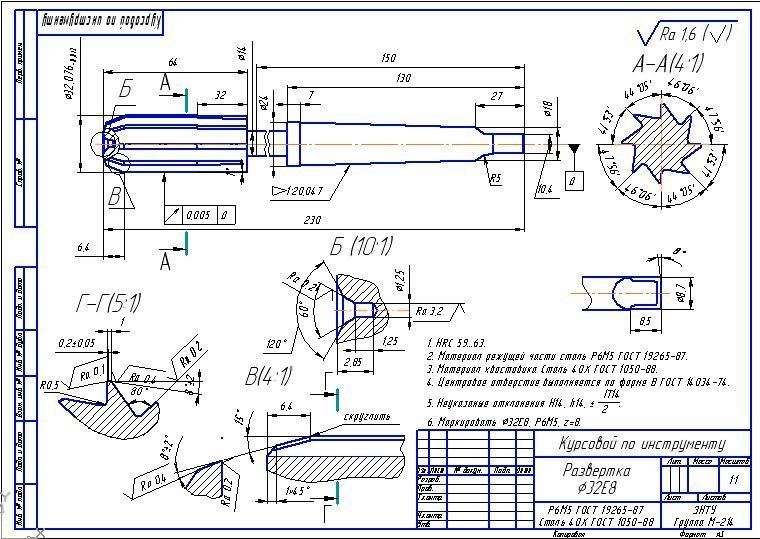
| . Расчет развертки. Из исходных данных видно, что проектируемая развертка является чистовой. Диаметр развертываемого отверстия небольшой, следовательно развертка изготовляется прямозубой с неравномерным шагом зубьев. В качестве материала режущей части развертки выбираем быстрорежущую сталь Р6М5. Хвостовик изготовляется из стали 40Х.
Геометрический расчет развертки.
Развертываемое отверстие должно иметь размеры мм,
мм,
мм. Максимальный диаметр развертки:
мм,
мм, Рис. 4.3 – Схема расположения допуска на диаметр развертки.
где – допуск на разбивку отверстия разверткой.
Минимальный диаметр изношенной развертки для отверстия 8-7-го квалитета мм,
мм, где – допуск на изготовление развертки.
Исполнительный диаметр развертки мм.
Длина рабочей части цельной развертки мм. Длина режущей части развертки мм.
Для облегчения входа развертки в отверстие на режущей части делается фаска, зависящая от диаметра, принимаем мм.
Длина калибрующей части и её составляющих
мм.
где – цилиндрическая часть,
– часть с обратной конусностью мм.
Все остальные размеры развертки выбираются по ГОСТ 1672-80, размеры шпоночного паза по ГОСТ 9472-90.
Количество зубьев развертки . Количество зубьев развертки .
Развертка имеет неравномерный окружной шаг зубьев. Для на полуокружности развертка имеет следующие шаги ; ; ; ; На другой полуокружности шаги повторяются.
Чистовая развертка, из стали Р6М5 при обработке Стали 38ХС, имеет следующие геометрические параметры:
– передний угол ;
– задний угол ;
– передний угол в плане .
Кроме этого на калибрующей части развертки делается фаска мм.
Для разверток диаметром 32 мм стружечные канавки зубьев делаются прямыми под углом мм.
Для черновых разверток ГОСТ 1672-80 устанавливает такие допуски:
– допуск на наружный диаметр мм;
– допуск на фаску на калибрующей части мм;
– допуск на задний угол мм;
допуск на радиальное биение 0,05 мм.
|